Estandarización de los instrumentos endodónticos. (Castellucci, 356)
Durante mucho tiempo los instrumentos radiculares fueron fabricados de acuerdo al gusto del fabricante, sin especificaciones precisas en cuanto a su diámetro, conicidad, longitud total o longitud de sus bordes cortantes. Existían diferencias significativas en la anchura de instrumentos que tenían el mismo número y que supuestamente eran similares.
En 1955, Ingle fue el primero en expresar la necesidad de la estandarización de los instrumentos radiculares, que promovió en 1958 en la Segunda Conferencia Internacional de Endodoncia, en Filadelfia.
Ingle y LeVine (1962), utilizando un micro-comparador encontraron variaciones tanto en diámetro y conicidad y sugirieron un incremento definido en el diámetro relacionado al tamaño progresivo manteniendo una conicidad constante sin importar el propio tamaño.
En 1965, la Asociación Americana de Endodoncistas (AAE) adoptó la terminología y nomenclatura del sistema estandarizado y en junio de 1976, el Consejo de Materiales y Aparatos Dentales de la Asociación Dental Americana, aprobó la especificación número 28, que estableció las normas de clasificación, requisitos de las propiedades físicas, los procedimientos para investigación, y la preparación para la distribución de limas y ensanchadores radiculares.
El sistema de estandarización y sus acuerdos entre los diversos fabricantes que deben ponerlos en práctica, es, por lo tanto, relativamente reciente.
Hasta antes de la estandarización, la numeración de los instrumentos era del 1 al 6 y del 7 al 12, absolutamente arbitraria, sin uniformidad que rigiera entre un tamaño y el siguiente, y los instrumentos de un fabircante, muy rara vez coincidían con los instrumentos de otra compañía.
ÍNDICE DE CONICIDAD (Lima Machado 2016, pág. 197)
Aunque a menudo resulta imperceptible a simple vista, la parte activa de la lima posee conicidad, y
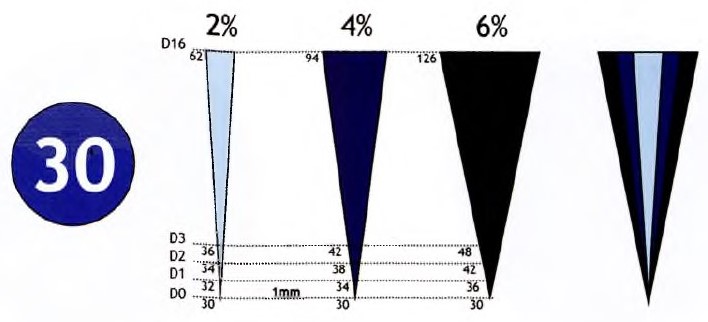
la misma, en lo que se refiere a las limas manuales, aumenta en 0,02 mm cada milímetro en dirección del mango. Esta conicidad es lo que se denomina índice de conicidad, también conocido como "taper” del instrumento, que en este caso puede ser descrito como 0,02, .02 o 2%. En las limas manuales, el índice de conicidad está estandarizado en 2%, pero índices de conicidad como 4%, 6%, 7%, entre otros, también existen e incluyen a los sistemas rotatorios, y es importante resaltar que a mayor índice de conicidad del instrumento, más cónica será su parte activa.
Siguiendo con el tema de la, conicidad, vale la pena mencionar que cada región de milímetro a milímetro recibe el nombre "D", que se corresponde con el diámetro de esa región y es seguido por el número del milímetro en el que se encuentra. La punta del instrumento recibe el nombre de DO, a 1 mm de esta punta en el sentido del mango se encuentra el DI, a 2 mm el D2, y así sucesivamente hasta D16.
Dado que el DO se corresponde con el diámetro de la lima en cero, es decir, en la punta de la lima,
el DO de una lima azul serie 1, por ejemplo, será 0,30 mm, el cual se corresponde con el número 30
impreso en el mango. En esta misma lima, el DI tendrá 0,32 mm, ya que el índice de conicidad de
la lima manual es 2%, en el D2 tendrá 0,34 mm, y así sucesivamente. La misma regla vale para los
demás índices de conicidad.
Diseño esquemático de la conicidad 2 % , 4 % y 6 % de una lima 30
|
 |
ir a INICIO |